-

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机 8
8
木工带锯机的锯条适张度的碾压可分为两个阶段进行,个阶段为粗压阶段,即俗称为“跑大圈”的通压阶段。在粗压阶段主要是要达到两个目的,其一是使锯条全身的适张度基本达到技术要求,适张度给到70~80%。其二是使锯口的松紧度基本达到技术要求。
1.从锯条的中间部位开始,分别向前后两侧缘排滚碾压,齿缘方向直压至前口界为止,背缘方向直压至后口界为止。
2.从锯条的前口界和后口界分别向中间部位碾压。
3. 从锯条的中间部位开始,向齿缘方向排辊碾压,直碾压到前口界处为止。然后,再从锯条的中间部位开始,向背缘方向排辊碾压,直压倒后口界处为止。
一、凡固定有专人操作的木匠机床,操作者有必要通过考试合格,持有本机床的《设备操作证》方可操作;没有固定专人操作的木匠机床,使有人员亦应持有该机床的《设备操作证》方可运用机床。 二、仔细执行下述木匠机床通用规则: (一) 作业前仔细作到: 1、固定有专人操作的机床,操作者应仔细阅读交接班记载,知道上一班机床的作业状况和存在疑问。 2、查看机床上及作业现场,如有与作业无关的杂物应铲除之。
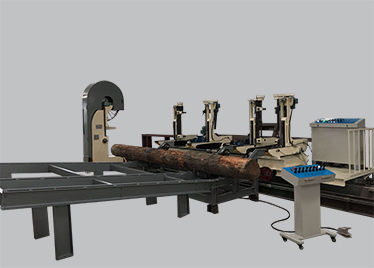
跑车带锯机给大家介绍下卧式带锯机锯条厚度不均的影响
木工带锯机带锯条厚度不均匀的原因是,由于研磨的不够或者锯条的硬度不均匀所致,因为硬度较大的部位研磨比较困难。这种缺陷会使锯条在工作中发生震动,锯路弯曲,锯切面粗糙和增加切削功率,特别是在高速运转的机械锯上,由于离心力的影响还会引起不平衡的危险结果,所以在机械锯中对于厚度的均一性应有严格的标准要求。带锯条厚0.9-1.25毫米,宽度在150毫米以下,则厚度容许偏差为±0.04~0.06毫米。由于钢带成型技术的条件所限,通常是中间部分较两侧为厚,因此带锯条的中厚也是很难避免的。一般锯条后0.9-1.25毫米,因此厚度容许范围0.025~0.030毫米。
双联带锯机又分为原木用双联带锯机和毛方剖分板材用台式双联带锯机。它们多是左右手式各一台组合的对联带锯机,但也有两台都是右手式的串联带锯机,而四联带锯机均为对联带锯机。⑥按有无削片刀头可分为无削片刀头普通带锯机;装有单削片刀头的跑车带锯机;装有双圆盘削片刀头的双联和四联带锯机。