-

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机 8
8

带锯条张紧装置则能赋予上锯轮以弹性,保证带锯条在运行中张紧度的稳定;旧式的采用弹簧或杠杆重锤机构,新式的则采用气压、液压张紧装置。导向装置俗称锯卡,用以防止锯切时带锯条的扭曲或摆动;下锯卡固定在床身下端,上锯卡则可沿垂直滑轨上下调节;锯 卡结构有滚轮式和滑块式,滑块式系用硬木或耐磨塑料制成。带锯机在木材工业中应用广泛,机型繁多,按工艺用途可分为:大带锯,再剖带锯机和细木工带锯机;按锯轮安置方位分:立式的,卧式的和倾斜式的,立式的又分:右式的和左式的;按带锯机安装方式分:固定式的和移动式的;按组合台数分:普通带锯机和多联带锯机等。
数控木工带锯机可以分为三大类 数控木工大带锯 数控木工再剖带锯机 数控木工细木工带锯机。
数控木工大带锯机就是木工加工的道工序就是将伐木工工人送到工厂里的圆木进行道工序,切割成片,去掉木料的外皮。这是所有木工加工的步,这一工序的机械也被称为数控木工跑车锯,全自动下料据。
怎样使锯条更锋利,更好用: 看你锯什么木材了..松木类的软木,把锯条的锯料压的大一点,齿开的大一点.26---27 的齿可以了.齿型磨的(抠)一点,象鹰嘴那样钩钩着///如果是硬木,用小齿的锯条.小于25毫米,或者8--10MM 不压料,象普通的锯那样掰料用
条经常断,或有很多细小的裂缝:原因
1 条涨的过度紧
2 轮子和条不匹配,小轮子用了太后的条
3 条 辊压的太轻
4 轮子*硬了 ( 后沿硬的话锯背开口子 )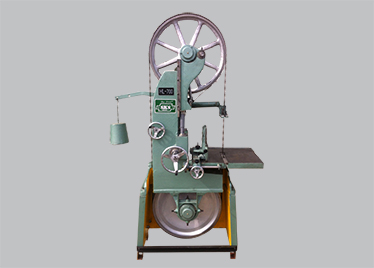
下面卧式带锯机给大家介绍下影响木工带锯机使用寿命的五个因素:
使用高质量的带锯机,正确的操作和调整机床是保证带锯条寿命的重要因素。良好的机器刚性和可加工性可防止振动和各种应力影响带锯条。
选择正确使用的带锯条。没有带锯条适用于所有锯切要求,并且各种形式和特征的锯条具有不同的效果,包括合适的刀片宽度,齿形和齿距。
正确使用锯切参数,主要包括锯切线速度,进给量,锯带张力等。用于材料锯切的理想切屑应该是紧密的,银色的并且具有温暖的手感。如果有烧结,棕蓝色,厚或粉状等芯片,则需要调整相关参数。
正确使用切削液及其混合物润滑和冷却带锯条,及时清洁锯齿上的附件。
正确地“磨合”新的带锯条。“磨合”是锯齿的自然磨损,去除了齿边的毛刺,使带锯刀片逐渐进入正常的锯切状态,避免过早造成锯齿的碎裂和卷曲,尤其重要当它是具有尖锐横截面的型材,管材和异型材料时。进行“磨合”时,机器参数应调整到正常锯切效率的50%左右,锯切面积一般为200-600cm2。异常情况后,逐渐调整机器参数,进入正常锯切状态。
以上就是跑车带锯机厂家给大家介绍的相关内容,希望对大家有所帮助。