-

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机 8
8

带锯机的锯机主体由机体、两个锯轮、张紧装置及锯轮升降俯仰装置、锯卡、安全罩等构成(见图)。带锯机的跑车由上原木装置、翻木装置、轨道及传动行走装置、跑车车体卡木装置、摇尺装置、车桩微调装置、车摆、卸料及接板装置等构成。小带锯的进料机构主要有侧向靠料辊筒、双上压辊、驱动辊台等。带锯机高速切削产量高,机动灵活、适应性强,锯口小出材率高,下锯灵活,制材质量高。中国制材常用带锯机主要技术参数:锯轮直径为1067~1524毫米,锯带切削速度通常为2300~3000米/分,进料速度为15~60米/分,大锯割原木直径为锯轮直径的0.71~0.83倍,跑车带锯平均产量15~20立方米/台班,电机功率跑车带锯30~80千瓦,台式带锯20~30千瓦。(高家炽)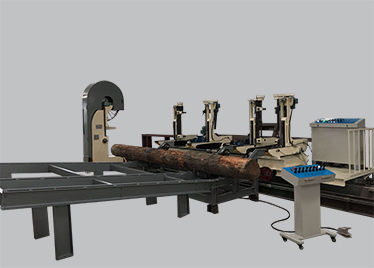
4.从锯条的中间部位开始,向背缘方向碾压,直碾压到后口界处为止。然后,再从锯条的中间部位开始,向齿缘方向碾压,直至到前口界处为止。
5.从锯条的前口界处开始,向背缘方向排辊碾压,直至到后口界为止。
6.从锯条的后口界处开始,向齿缘方向排辊碾压,直压倒前口界处为止。
1、密切注重机床的作业状况、光滑状况、温升状况、声响状况,发现有任何异常现象,应立即泊车查看,排除毛病后再作业。 2、机床发作事端时应立即泊车,坚持事端现场,陈述有关部门剖析处置。
1)开机前做好全面的检查工作,详细检查机械各部件、安全防护装置是否良好,锯条有无损伤及裂口,木料上有无铁钉、铅丝头或其他硬杂物,均无问题方可开机。
2)开机后,待锯条达到高转速时,方可进料,进料速度应根据材质软硬及有无节子、裂纹和锯割材料厚度等进行控制;进料时要注意观察锯口,入锯时要做到稳和慢,不可用力过猛;以防锯条损坏伤人。
3)锯割中,要时刻观察运转中的锯条动向,如锯条发生前后窜动,发出破碎声及其他异常现象时,要立即停机,以防锯条折断伤人面。
4)操作时,手和锯条应保持一定的距离,其距离不得小于50cm,且不许将手伸过锯条,以防伤手。
5)进行锯割时,不允许边锯割边调整导轨;锯条运转中,也不允许调整锯卡,以防发生事故。
6)下手在往回送木料时,应注意木料与锯条的位置,以免木料碰撞或**脱锯条。锯割中若出现夹锯现象,应由下手将木料锯口分开,切勿倒退,以防锯条脱落。当工作台面上锯条通路有碎木等阻塞时,应用木棍剥离,必要时停机排除,切不可用手清除,以防伤手。
7)卸锯条时,一定要切断电源,等锯条停稳后进行;换锯条时,手要拿稳,防止锯条弹跳伤人。
以上就是卧式带锯机给大家介绍的相关内容,希望对大家有所帮助。