-

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机 7
7
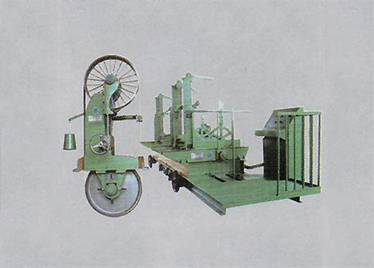
主要特点(Features):
1、采用PLC人机镜面,步进(伺服)电机控制,变频调速进给,自动化程度高。
1.This machine use PLC man-machine mirror withhigh stability motor control. It adopt frequency controlfeed, high degree of automation.
2、机床应用直线导轨运行,提高锯切精度,达到0.2mm--0.5mm之间。
2. Application of line guide rail machine tool opera-tions, it improves sawing accuracy to 0.2mm 0.5mmbetween.
3、锯切原木直径为≤φ 700mm,长度≤4000mm。
3.Sawing logs in diameter< $ 1600mm, length <8000mm.
4、应用广泛,适用于木材、纤维、各类合成材料等的锯切。
4. Widely used for wood, fiber, various types of syntheticmaterials such as sawing.
5、安装方便,操作简单,生产效率高。
5.Easy installation, simple operation and high productivity.
锯条摆动也就是木工带锯机运行时锯条来回窜动,离开了原来的位置,甚至会掉条,出现这种情况的原因有多种,通常是由于锯条的张紧度不合适造成的,也有其它的原因,下面卧式带锯机厂家跟大家来看看出现锯条摆动的原因。
1、张紧度小,锯条过松。如果锯条的张紧度比较小,就不能有效的附着在锯轮上,这时锯割木材,锯条受到冲击或摩擦后,使部分张度消失,就会出现跑条的情况,空转时锯条又回到原来的位置。将锯条的张紧度调整合适,尤其是加工硬木时,需要用比较厚的锯条,锯条的张紧更应该调整合适。
2、带锯上下轮扭斜、没有在一个垂直面上,也会使锯条产生摆动。如果上轮挂条张紧后倒正转,锯条露出不一样,应确认下轮的轴承壳在吊挂螺丝的正中间,如果有偏差,要调到正中的位置,然后再调整上轮。上下轮的锯条露出锯轮边缘的长度要相同,如果有偏差,就是上下轮的位置有扭斜,需要进行调整。
3、锯轮磨损的比较严重,也容易使锯条摆动跑偏。如果锯轮磨损呈锥形状,就会失去锯条不能有效地附着在锯轮上,出现跑偏。这时应将锯轮进行修磨,修磨时要注意锯轮的精度。
4、上轮张紧装置不灵活同样也会使锯条产生摆动,由于灰尘或磨损的原因,时间长后后升降锯条条有时会卡住,所以要经常检查带锯的张紧装置,并清理上在的杂物,并保持其润滑。
5、如果是带锯刚启动锯条就跑偏,那么应该是安装锯条时上轮没有调整好,通过上轮的调节手柄将锯条调整到合适即可。
双联带锯机又分为原木用双联带锯机和毛方剖分板材用台式双联带锯机。它们多是左右手式各一台组合的对联带锯机,但也有两台都是右手式的串联带锯机,而四联带锯机均为对联带锯机。⑥按有无削片刀头可分为无削片刀头普通带锯机;装有单削片刀头的跑车带锯机;装有双圆盘削片刀头的双联和四联带锯机。
4.数控曲线锯参数名称参数值
1锯轮直径500mm
2上下锯轮中心距700mm
3加工工件大尺寸1250 x 650 x 100 mm
(长x宽x高)
4锯机摆动角度1 450
5工作台纵向行程1350mm
6工作台横向行程750mm
7工作台纵向行走速度0-- lOm/min
8工作台横向行走速度0一l Om/min
9机床外形尺寸2800 x 2500 x 1650mm (长、宽、高)
在通常单面锯齿锯机上跑车载原木作间歇式锯割,而双面锯齿的锯机往复锯割,可提高工作效能30%。跑车的传动,主要有摩擦轮绳索卷筒,可控硅整流直流电机、液压马达等3种无级变速传动方式。双联带锯机采用链式运输机、卡木臂等连续进料机构。1。剖分带锯机又分为将毛方剖分为板方材的主力带锯机和将板皮剖分为薄板的板皮带锯机。另外带锯机还有其他几种分类:①按锯轮直径及进料机构分为锯轮直径自1 524毫米以上重型跑车大带锯;1 067~1 372毫米轻型跑车大带锯;1 067~1 219毫米剖分带锯机;400~800毫米细木工带锯机。②按锯轮旋转方向分为顺时针方向旋转,木料从右侧进锯的右手式带锯机;逆时针方向旋转,木料从左侧进锯的左手式带锯机。③按锯条张紧装置分为双柱杠杆式普通张紧装置带锯机;液气压高张紧悬臂式带锯机,其张紧力为前者的2~3倍。
问:带锯涨紧力怎么样调整?
答:多数带锯上都有精确的涨紧力刻度指示,他显示的刻度通常比实际涨紧力大 ,并且是不准确的,只能定性的指示,我使用六台不同的带锯也证实了这个结果,并且随著时间的推移,准确度会更差。 学习了。