-

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机 7
7
一、凡固定有专人操作的木匠机床,操作者有必要通过考试合格,持有本机床的《设备操作证》方可操作;没有固定专人操作的木匠机床,使有人员亦应持有该机床的《设备操作证》方可运用机床。 二、仔细执行下述木匠机床通用规则: (一) 作业前仔细作到: 1、固定有专人操作的机床,操作者应仔细阅读交接班记载,知道上一班机床的作业状况和存在疑问。 2、查看机床上及作业现场,如有与作业无关的杂物应铲除之。
3、查看安全防护设备应完全无缺。无防护设备的机床禁绝操作。 1、 查看操作应处于非作业的方位上。 2、 查看电器配箱应封闭可靠,电气接地**。 3、 查看光滑储油部位的油量应足够、密封**。油标、油杯、油嘴等应完全,装置正确,油眼无堵塞。按光滑图表规则进行加油。 4、泊车一个班以上的机床应作空作业试车,承认作业正常后方可作业。
4.从锯条的中间部位开始,向背缘方向碾压,直碾压到后口界处为止。然后,再从锯条的中间部位开始,向齿缘方向碾压,直至到前口界处为止。
5.从锯条的前口界处开始,向背缘方向排辊碾压,直至到后口界为止。
6.从锯条的后口界处开始,向齿缘方向排辊碾压,直压倒前口界处为止。
这个原因有很多额,焊接处断还是背部开裂或者刃部裂
锯条锻除了锯条本身愿因以外,主要是是锯条受力过大:
受力分两种,一是拉伸涨紧力,比方涨紧过大,或者进给过猛。
二是侧向力,导向,排屑,锯条夹紧,锯条本身扭转等都容易产生侧向力,导向你调过,留有0.5mm的间隙,不知你的锯条是什么规格。锯条两边要留有间隙
(三)锯出木料弯曲,一般有如下几个原因: 1.锯机原因:①张紧装置不灵,重锤过轻。一般修理张紧装置,加重重锤。 ②锯轮轮缘面磨损,前后直径不一,车磨轮缘面。 2.锯条原因:①齿形不正,齿室过小,锯条狭窄且偏向。纠正齿形、增大齿室,调整加大锯路。 ②适张度不均,口松,调整适张度。 ③接头过多,修整不当。尽可能使锯条接头少,或对接头多的锯条给予特别修理。
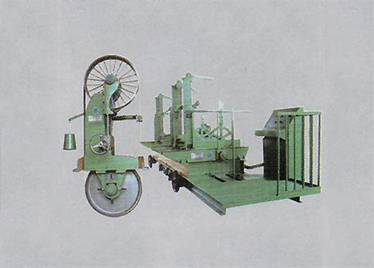
液气压高张紧悬臂式带锯机,其张紧力为前者的2~3倍。④按两锯轮的相对位置方向分为立式带锯机;卧式带锯机;倾斜式带锯机。卧式带锯机在中国只用于将板皮剖分为毛边板,其他国家也用于锯剖珍贵阔叶树原木。⑤按锯机的组合分为单带锯机;双联带锯机;四联或多联带锯机
带锯机在木材工业中应用广泛,机
大带锯,再剖带锯机和细木工带锯机;按锯轮安置方位分:立式的,卧式的和倾斜式的,立式的又分:右式的和左式的;按带锯机安装方式分:固定式的和移动式的;按组合台数分:普通带锯机和多联带锯机等。型繁多,按工艺用途可分为:
锯条开裂基本上有以下几点;一锯条质量不好,现在好多生产厂家偷工减料,锯条质量严重不合格。二锯条与锯机不匹配,锯条**厚。三,锯轮偏重或偏心,表现为锯机运转时抖动甚至跳动。四轴承损坏,表现为运转时噪音大,锯机抖动,有时甚至跑条。五,锯条使用时间过长,锯条疲劳,锯齿钝化,在木材的冲击下,撕裂磨擦,使锯条开裂。六,锯条压延过度使锯条失去应有的弹性,或者圆式或弯式**标,造成开裂。七,锯条后背不齐,运转时前后窜动,使受力部分开裂。八,锯料大小不均,料大部分由于受力大,容易开裂。九,冷却水缺失,使锯条在工作中不能有效的冷却润滑,而发热疲劳,导致开裂。
问:带锯涨紧力怎么样调整?
答:多数带锯上都有精确的涨紧力刻度指示,他显示的刻度通常比实际涨紧力大 ,并且是不准确的,只能定性的指示,我使用六台不同的带锯也证实了这个结果,并且随著时间的推移,准确度会更差。 学习了。