-

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机 8
8

(三)锯出木料弯曲,一般有如下几个原因: 1.锯机原因:①张紧装置不灵,重锤过轻。一般修理张紧装置,加重重锤。 ②锯轮轮缘面磨损,前后直径不一,车磨轮缘面。 2.锯条原因:①齿形不正,齿室过小,锯条狭窄且偏向。纠正齿形、增大齿室,调整加大锯路。 ②适张度不均,口松,调整适张度。 ③接头过多,修整不当。尽可能使锯条接头少,或对接头多的锯条给予特别修理。
1.数控木工曲线带锯机的总体布局
在曲线锯切工艺分析研究的基础上,根据实现带锯曲线锯切必须具备X, Y和Z三轴控制、三轴联动的基本条件,带锯机的总体布局。机床总体布局,X, Y方向的运动由复合工作台带着工件完成,而Z方向的运动则由转盘带着锯机和锯条完成。数控曲线带锯的总体结构由底座、床身、移动工作台、锯机、锯机摆动装置,数控和电气控制系统及气压系统等部分组成。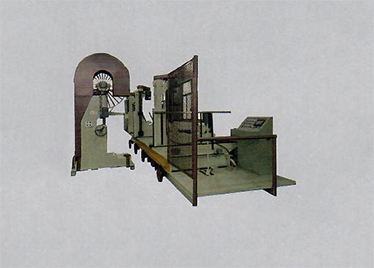
木工带锯机的锯条适张度的碾压可分为两个阶段进行,个阶段为粗压阶段,即俗称为“跑大圈”的通压阶段。在粗压阶段主要是要达到两个目的,其一是使锯条全身的适张度基本达到技术要求,适张度给到70~80%。其二是使锯口的松紧度基本达到技术要求。
1.从锯条的中间部位开始,分别向前后两侧缘排滚碾压,齿缘方向直压至前口界为止,背缘方向直压至后口界为止。
2.从锯条的前口界和后口界分别向中间部位碾压。
3. 从锯条的中间部位开始,向齿缘方向排辊碾压,直碾压到前口界处为止。然后,再从锯条的中间部位开始,向背缘方向排辊碾压,直压倒后口界处为止。
4.数控曲线锯参数名称参数值
1锯轮直径500mm
2上下锯轮中心距700mm
3加工工件大尺寸1250 x 650 x 100 mm
(长x宽x高)
4锯机摆动角度1 450
5工作台纵向行程1350mm
6工作台横向行程750mm
7工作台纵向行走速度0-- lOm/min
8工作台横向行走速度0一l Om/min
9机床外形尺寸2800 x 2500 x 1650mm (长、宽、高)
http://jmd66536791.b2b168.com
欢迎来到江苏东巨机械科技有限公司网站, 具体地址是河南省郑州管城回族区河南省郑州市管城区商都路中力广告材料市场A区9排6号,联系人是*亚。
主要经营公司销售产品:
激光色带条幅机,激光条幅布,色带,条幅机主板,色带堵头,布堵头,阻力器/助力器,激光打印头,打印头电机,条幅机24V电源,五路控制板等条幅机配件及耗材;
压电写真机,户内压电写真机,户外压电写真机,水性写真机墨水,热升华写真机墨水,户外压电写真机墨水,弱溶剂写真机墨水,七代喷头,五代喷头,750写真机喷头,750写真机墨水,写真机主板,。
单位注册资金单位注册资金人民币 100 万元以下。
我公司在机械产品领域倾注了无限的热忱和激情,公司一直以客户为中心、以客户价值为目标的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!