-

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机

江苏东巨机械科技有限公司
主营:条幅机,喷绘机,切割机 7
7
3.操作原因:①进料速度过大,进料速度应根据具体情况,灵活掌握。 ②进料过猛,或遇节不减速。进料平稳,遇节减速。 ③锯轮上有树脂,锯末沾得过厚。及时刮掉树脂锯末。 (二)锯条随锯轮运转时,前后移动或突然进出,这种情况称为掉条。有如下几个原因: ①上轮倾斜,调整上轮。 ②锯轮外径锥度过大,且锯轮不平。精车精磨,平整轮缘面。 ③木料出现劈裂,回料时卡住,将其拉掉。操作时注意木料缺陷。 ④夹锯发热、适张度降低甚至消失。清除锯轮和锯条上的树脂锯末及锯卡上的杂物,并经常刷油。
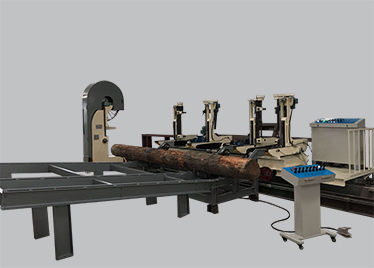
双联带锯机又分为原木用双联带锯机和毛方剖分板材用台式双联带锯机。它们多是左右手式各一台组合的对联带锯机,但也有两台都是右手式的串联带锯机,而四联带锯机均为对联带锯机。⑥按有无削片刀头可分为无削片刀头普通带锯机;装有单削片刀头的跑车带锯机;装有双圆盘削片刀头的双联和四联带锯机。
3. 移动工作台为双层复合结构。其纵向(X方向)移动由步进电机驱动滚动丝杆在导轨上移动,导轨为三角形和平面组合型;其横向(Y方向)移动由步进电机驱动滚动丝杆在导轨上移动,导轨为直线滚动导轨;移动工作台上放置待加工的板材工件,用气缸夹紧,可作X和Y方向组合的复合运动,从而形成所需轮廓加工曲线轨迹。工作时控制三只步进电机的三轴联动,便可在实现曲线锯切
轨迹的同时,保证锯条在锯切位置上始终与曲线保持相切。